产品详细
在“视图”下拉菜单或许起浮菜单中挑选“控制面板切换”后,数控体系操作键盘会呈现在视窗的右上角,其左边为数控体系显现屏,如下图所示。用操作键盘结合显现屏能够进行数控体系操作。
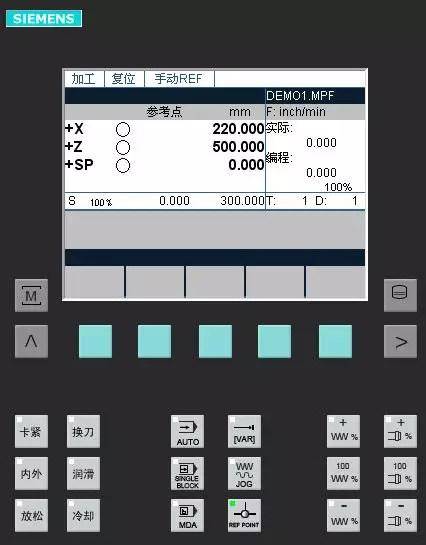
操作进程 接通CNC和机床电源体系发动今后进入“加工”操作区JOG运转方法,呈现“回参考点窗口”。
操作进程 “回参考点”只要在“JOG”方法下能够进行。用机床控制面板上“回参考点键”发动“回参考点”在“回参考点”窗口中显现该坐标轴是否回参考点坐标未回参考点。坐标已抵达参考点。
点击免费收取☞数控车、数控铣编程手册,UG编程视频教程、软件装置包装置教程、后处理、外挂等超多资料
功用 在JOG运转方法中,能够使坐标轴点动运转。操作进程 挑选JOG运转方法操作相应的方向键 能够使坐标轴运转。
假如一起按动相应的坐标轴键和“快进”键,则坐标轴以快进速度运转。在挑选“增量挑选”以步进增量方法运转时,坐标轴以增量行使,步进量在屏幕上显现。
功用 在MDA运转方法下能够编制一个零件程序段加以履行,但不能加工由多个程序段描绘的概括。操作进程 挑选机床操作面板上的MDA键。… 经过操作面板输入程序段。按动数控发动键履行输入的程序段。
操作进程 顺次按 按“新刀具”键,树立一个新刀具。呈现输入窗口,显现一切给定的刀具号。 输入新的T-号(1-32000),并界说刀具体安排类型。按承认键输入,刀具补偿参数窗口翻开。
刀具补偿分为刀具长度补偿/刀具半径补偿,参 数表结构因刀具类型不同而不同。操作进程 按下列进程输入刀补参数:移动光标 到要修正的区域输入数值 按输入键承认
操作进程 按“参数” “刀具补偿” “ ” “对刀” • 假如刀具不能回到零点GXX,请输入偏移值.没有零点偏置时,输入G500并输入偏移值.•按“核算”键,刀具补偿被存储
功用 在回参考点之后实践值存储器以及实践值的显现均以 机床的零点为基准,而工件的加工程序则以工件零点为基准,这之间的差值就作为可设定的零点偏移量输入。操作进程 经过操作软键“参数”。屏幕上显现可设定零点偏置的状况。用 键把光标移到待修正的规模输入数值 按“向下翻页”键,屏幕上显现下一页零点偏置窗:G55和G56。按回来键不承认零点偏置值,直接回来上一级菜单。
前提条件 挑选零点偏置(如G54)窗口操作进程 按“参数” “零点偏移” “ ” “丈量” “承认”
功用 发动程序之前必需求调整好体系和机床,确保安全。操作进程 按主动方法键选主动运转方法翻开“程序目录窗口”在第一次挑选“程序”操作区时会主动显现“零件程序和子程序目录”。用光标键 把光标定位到所选的程序上。用“挑选”键挑选待加工的程序,被挑选的程序称号显现在屏幕区“程序名”下。
功用 在主动方法下零件程序能够主动加工履行,这是零件加工中正常运用的方法。操作进程 按主动方法键选主动运转方法。“主动方法”状况图按程序控制键,呈现下图。经过挑选/转换键,挑选控制程序的方法。按区域转换键,回主菜单。按程序键。用光标键 挑选要加工的程序。按挑选键,调出加工的程序。按翻开键可修正修正程序。按单步循环键,挑选单步循环加工。按CYCLESTART键,发动加工程序。
操作进程 前提条件:程序现已挑选.按查找键程序段查找一向进行下去,直到找到所需的零件程序。程序段查找窗口履行程序查找功用,封闭查找窗口。查找成果窗口显现所查找到的程序段。
功用 编制新的零件程序文件,开出一窗口,输入零件称号和类型。操作进程 挑选“程序”操作区,显现NC中现已存在的程序目录.按“新程序”键,呈现一对话窗口,在此输入新的主程序和子程序称号.按“承认”键承认输入,生成新程序.现在能够对新程序进行修正。用封闭键 完毕程序的编制,这样才干回来到程序目录管理层。
功用 零件程序不处于履行状况时,能够进行修正。操作进程 在主菜单下挑选“程序”键,呈现程序目录窗口.用光标键 挑选待修正的程序.按“翻开”键,屏幕上呈现所修正的程序.现在可修正程序.用封闭键 完毕程序的修正,这样才干回来到程序目录管理层.
功用 运用数据能够设定运转状况,并在需求时进行修正.操作进程 经过按“参数”键和“设定数据”键挑选设定数据.在按下“设定数据”键后进入下一级菜单,在此菜单中能够对体系的各个选件进行修正.“设定数据”状况图用光标键 把光标移到所要求的规模在光标处输入新的值.按输入键或许光标键.软键JOG数据该功用答应对下列设定进行修正:JOG---进给率: 在JOG状况下的进给率 假如该进给率为零,则体系运用机床数据中存储的数值。
主轴:主轴转速 主轴旋转方向主轴数据最大值/最小值 对主轴旋转的约束只能够在机床数据所规则的规模内进行。可编程主轴极限值 在稳定切削速度时可编程的最大速度。空运转进给率在主动方法中若挑选空运转进给功用,则程序不按编程的进给率履行,而是履行在此输入的进给率。开端角螺纹切削开端角(SF)在加工螺纹时主轴有一开端方位作为开端角,当重复进行该加工进程时,就能够经过改动此开端角切削多头螺纹。
功用 “R参数”窗口中列出体系中一切的R参数,需求时能够修正这些参数.操作进程 按软键“参数”和“R参数”用光标键 把光标移到所要求的规模输入数值.按输入键或光标键进行。