产品详细
原标题:好博2023年3月第25届郑州机床展--操控思想体系在磨床上的使用
当时国内许多铸件都要人工打磨毛刺,不只功率低下,作用欠好,并且操作工人还常常受伤。打磨毛刺作业现场的空气染污和噪声会危害工人的身心健康。各种原料和形状物体的打磨、抛光等作业在欧美早已由机床来完结。下面结合control-mind开放式数控体系和MOTEC机器人对全主动打磨机床的解决方案进行论说,以进步国内打磨机床的主动化程度。
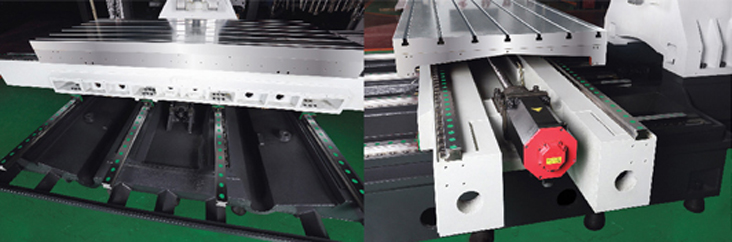
打磨机床有几个部分组成:三维直线运动组织,手爪组织,作业渠道,磨具结构,数控体系。
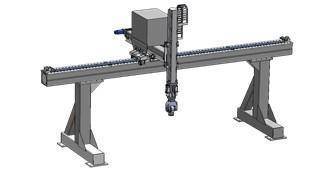
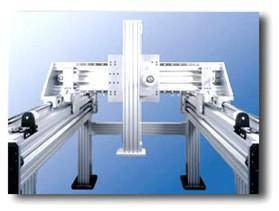
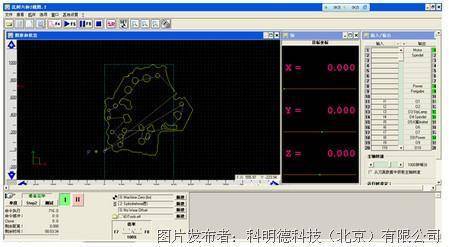
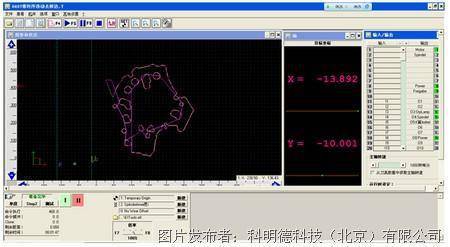
三个直线运动轴别离界说为X轴,Y轴和Z轴,可所以图1中悬臂式三轴直角坐标机床,也可所以图2龙门式三轴直角坐标机床。
打磨机床机械部分特色首要在手爪上,能够有多种旋转轴方法。再合作三维运动组织构成四轴、五轴、六轴联动组织。各旋转轴顺次界说为A、B、C。依据现场打磨、去毛刺工序,将定制气动磨具组织安装到Z轴手爪上,组织规划强度都大于最大磨削受力强度,以满意不同工件的打磨、抛光作业。

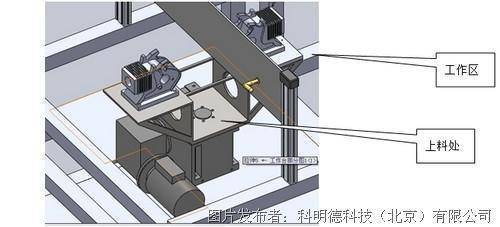
毛坯件从上料处由人工将毛坯固定在工装处,固定后发动操控开关,作业台将毛坯件,旋转运动至作业区,咱们选用分隔器规划组织,将工件进行180度旋转,这样即确保了加工强度、运动精度又进步了运动节拍确保体系运转的稳定性。
咱们选用定制电主轴与手爪体系衔接,依据复合型机床组织,所以其自由度彻底合适各类工件打磨、去毛刺作业,电主轴选用国产或进口(德国、日本)设备。
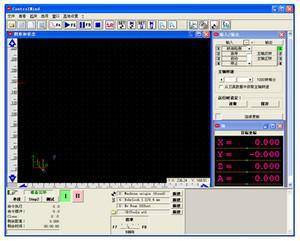
可用于打磨机床或其它数控机床操控control-mind数控体系具有多种标准供挑选,以满意不同的客户需求。

1)在Windows下实时运转的操控软件,适用于铣、镗、雕铣、加工中心、关节机床、工业多种主动化设备。
2)辨认国际标准DIN66025 G代码,不只包括了常见的数控体系代码,还有样条曲线,螺旋线和渐开线)本数控体系引入了智能化的操控机理,不光具有示教编程、前馈操控、预处理操控、三维刀具补偿、运动参数动态补偿等功用,并且人机界面极为友爱,并具有毛病诊断体系。伺服体系调整部分,能主动优化调整参数。
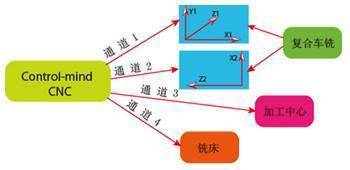
4)本体系可完结复合型机床操控,进行加工完结车铣复合或许复合车铣镗钻磨等操控。可完结最多4通道,各通道八轴联动操控,机械手六自由度操控。
4轴以上机床含有摇摆/旋转轴,每个轴的滚动中心点坐标及与三个直线轴间的夹角有必要准确获取。经过丈量主动核算出这些数据。
五或六轴机床所用的程序由CAD/CAM软件发生,大多数体系的程序是根据刀具中心点编写的程序。但当换刀时中心点方位变了,就要从头生成程序,十分不方便。而根据刀尖中心点编程,即物体外表3D方位(X,Y,Z)和该点的刀尖方向(A,B)的编程就仅与被加工的物体几许尺度有关,而与刀具长度和机床结构没有关系。RCTP功用便是把根据物体外表3D方位(X,Y,Z)和该点的刀尖方向(A,B)的程序主动分解成各个轴的运动。
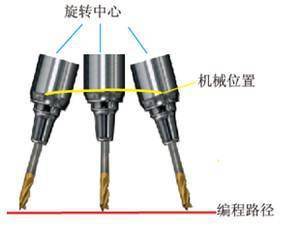
确保在加工过程中换刀时软件主动核算补偿刀具半经改变带来的轨道方位改变。该功用避免了换不同半径的刀具时要从头生成加工程序。
该体系包括有多通道多轴操控体系,能够操控特别复合机床,完结一次装夹多工序全主动加工。它能使特种复合加工中心及出产线完结高效高精细加工。
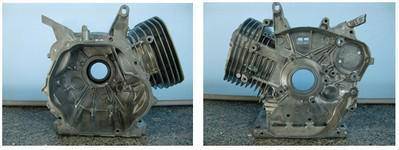
一套体系一起操控两套机床作业,分为Ⅰ机床与Ⅱ机床。两套机床分属不同工序,合作作业以进步加工功率。右图显现为去毛刺打磨的作业台及零件。
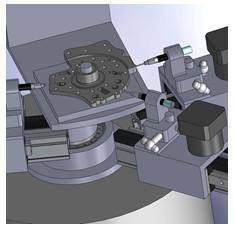
1)主动转台自转180°,将A工件转至指定定作业方位停下来。大约费时:2秒
2)选用一台3D机床对A面四周进行倒角,20秒以内。均匀运转速度:大约50mm/s。
3)该机床给A面上面的一些规矩和非规矩关闭区倒角去毛刺,大约费时:30秒,倒角运转速度:50mm/s,快速运转速度500mm/s。
1)主动转台自转180°,将A工件转至指定定作业方位停下来。大约费时:2秒
2)给3个侧面孔倒角去毛刺,选用精细转台和精细转具以及纤维刷配套的方法进行,确保倒角刀具的寿数。估量费时:20秒以内。
六自由度混合机器人由根据直角坐标机器人的三个直线运动轴和关节机器人的结尾三个滚动轴组成。三个直线运动轴别离界说为X轴,Y轴和Z轴。在Z轴下端的三个滚动轴是从上向下以此是旋转轴A轴, 摇摆轴B轴和B轴结尾再带动一个旋转轴C轴。一般C轴的结尾装机床手爪。三个滚动轴能够挑选两种结构方式。如下图所示:

机床的作业空间能够按用户要求定制,来满意一次卡一个零件,或多个零件的要求。能够出产五轴或更多轴的机床。这类机床不只能够进步作业功率和质量,避免了操作者的受伤,还能够完结许多手艺无法完结的打磨和抛光作业。特别是对各种标准,各种杂乱形状的钢类铸件进行打磨。选用咱们的机床能够对飞机玻璃,大型异型零件,各种金属类居家生活用品(银、金用具,炊具,灯具,工艺品),飞机、摩托车及轿车零部件进行抛光。